

核电管道“轴向补料-径向挤压”热挤压工艺和模具技术
日期:2022-09-04 | 点击量:
核电管道“轴向补料-径向挤压”热挤压工艺和模具技术
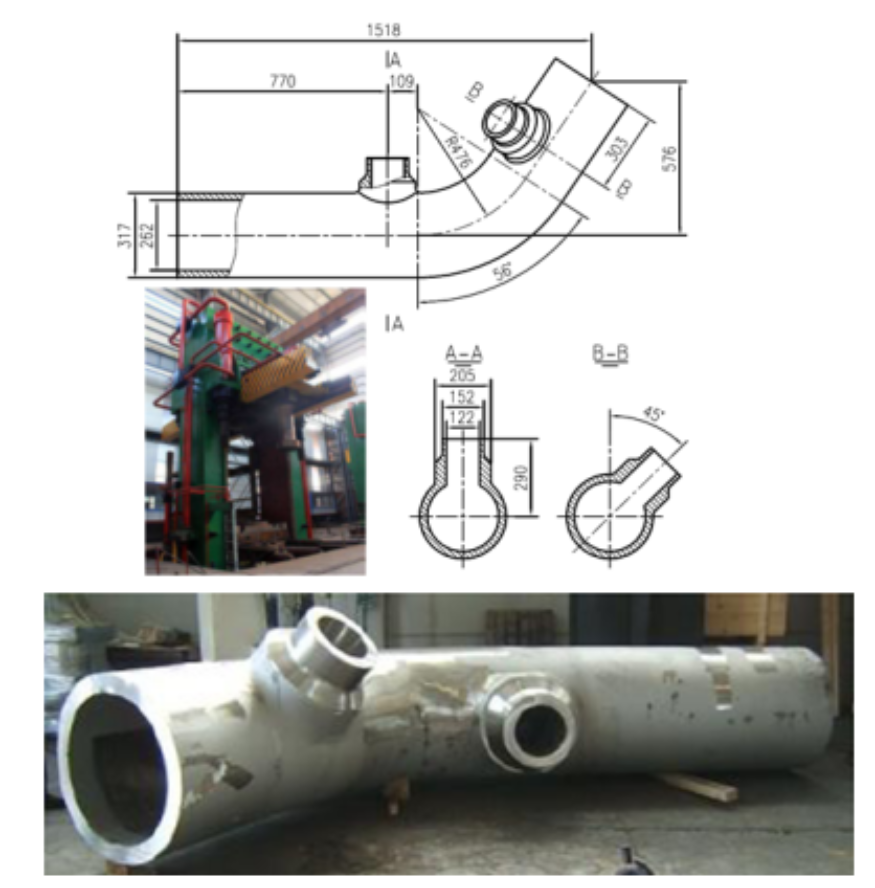
根据核电主管道和复杂管件的结构特点,为解决厚壁且较长的多接管嘴成形问题,提出核电主管道和大型复杂管件“轴向补料-径向挤压”成形新工艺,深入研究金属轴向与径向的协调变形和接管嘴的协调变形的基本规律,完成大型不锈钢管道和复杂管件的近净成形;此外本单位开发了一种大型核电不锈钢主管道“轴向补料-径向挤压成形”模具,这种新型模具结构,既能适应核电主管道的空间结构复杂性,又便于大尺寸工件放入与取出,同时具备有效的润滑与冷却系统。与传统工艺的实心锻件相比,挤压成形可以显著缩短制造周期,在节能、节材、缩短制造周期、降低成本等方面有很大优势。挤压工艺与挤压装置(模具)密切相关。挤压产品不仅尺寸精度高而且表面质量好。合理的挤压工艺不仅可以提高坯料的变形能力和综合性能。而AP1000核电主管道大型复杂构件复合挤压加载成形是多模具约束、多参数作用下的不均匀变形过程,再加上构件结构复杂和材料组织敏感的特征,使得成形过程中宏微观变形机理极其复杂。通过本课题的研究,设计了用于带有双管嘴异形管件的挤压装置。这些成果表明,采用挤压方法生产AP1000核电主管道具有生产效率高、材料利用率高、能耗低且产品质量性能稳定等特点,对于AP1000核电主管道的工业化产品生产具有指导意义。
联系方式:
北京科大科技园
010-62333830,62335841,62335665,62333626